[VIP第1年] 指数:3
[VIP第1年] 指数:3
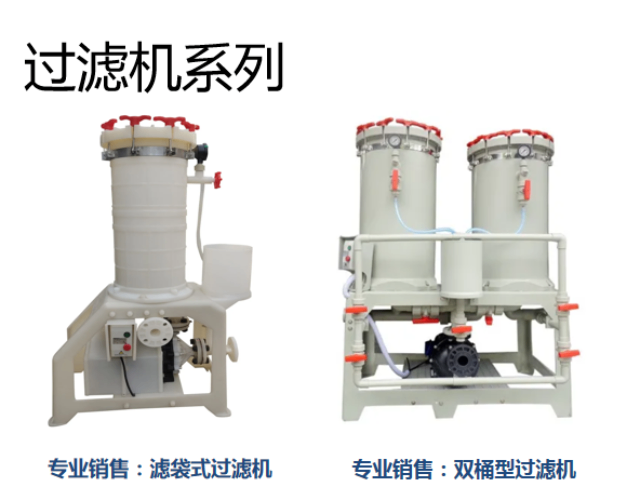
滚镀机的应用场景:
滚镀机决定生产线的适用工件类型滚
1.镀机适用的工件特征
尺寸:直径通常<50mm,如螺丝、螺母、弹簧、电子连接器、小五金件。
形状:规则或轻微不规则(避免卡孔或缠绕,影响滚筒旋转)。
批量:适合万件级以上的大批量生产(如标准件电镀),小批量生产时滚镀机效率优势下降。
2.对电镀生产线的适配性
若生产线以滚镀机为镀槽设备,则整体设计围绕 “小件批量处理” 优化:
前处理槽体深度、宽度适配滚筒尺寸;
传输装置采用适合滚筒吊装的悬挂链或龙门架;
电源功率匹配滚筒内工件总表面积(电流需均匀分布)。
反之,若生产线以挂镀为主(如汽车配件、装饰件),则镀槽、传输系统设计完全不同,体现 “定制化生产线” 特性。 滚镀设备采用带孔滚筒装载小工件,旋转翻滚中完成电镀,高效处理螺丝、电子元件等批量小件。脉冲电镀设备生产过程

志成达设计研发的滚挂一体电镀实验设备镀液的选择:
1.镀铜液方面
酸性镀铜液导电性强、分散性佳,能快速镀厚铜,常用于电子元件底层镀铜;
碱性镀铜液稳定性好,腐蚀性小,所得铜层结晶细、结合力强,适用于钢铁基体打底。
2.镀镍液
瓦特镍镀液成分简单、易维护,镀层光亮耐磨,在防护装饰性电镀中广泛应用;
氨基磺酸镍镀液分散与深镀能力优,镀层内应力低、延展性好,多用于对镀层质量要求高的电子、航天领域。
3.镀锌液里
碱性镀锌液阴极极化作用强,锌层耐腐蚀性好;
酸性镀锌液电流效率高、沉积快,外观光亮,不过腐蚀性强。
4.镀金液
有物镀金液,镀层均匀光亮、硬度高;
无氰镀金液则更环保。
5.镀银液
物镀银液电镀性能好,镀层导电导热优;
硫代硫酸盐镀银液毒性小、更环保。选择镀液要综合零件材质、形状、使用环境及实验目的等,兼顾成本与环保。
总结:
在选择镀液时,需要根据待镀零件的材质、形状、尺寸、使用环境以及实验目的等因素进行综合考虑,同时还需考虑镀液的成本、环保性和操作难度等因素。 贵州电镀设备价格滚镀后的离心甩干设备内置防滑衬垫,高速旋转时固定工件,避免碰撞损伤并加速脱水。
如何选择滚镀机
一、零件特性:从形状到材质的精细适配
1. 形状复杂度
规则件--(如螺丝、螺母):优先选择卧式滚镀机,六棱柱滚筒设计(开孔率 20%-40%)可实现零件均匀翻滚,镀层均匀性达 95% 以上
精密件--(如半导体引线框架):采用振动电镀机,通过电磁振动(振幅 0.1-2mm)减少零件碰撞,镀层厚度偏差≤±5μm,孔隙率可降至 0.4 个 /cm² 以下。
复杂件--(如带盲孔的航空零件):离心滚镀机(转速 50-200rpm)利用离心力强化镀液渗透,镀层致密性提升 30%,适合功能性镀层(如镀硬铬)。
2. 材质与尺寸
脆性材料(如陶瓷、玻璃):选择倾斜式滚筒,降低翻滚冲击力,避免零件破损。
微型零件(如电子元件):精密微型滚镀机(滚筒容量≤5L)适配,菱形网孔(开孔率>45%)和螺旋导流板设计确保镀层均匀,孔隙率<0.1%10。
大型零件(如汽车轮毂):需定制非标卧式滚镀机,单槽负载可达 50kg,配合变频调速(0.5-15rpm)实现镀层厚度可控。
二、镀层工艺:从基础防护到功能
1. 镀层类型
防护性镀层(镀锌、镍):
镀锌:适合电子元件。
镀镍:用于卫浴五金
功能性镀层(硬铬、贵金属):
硬铬:需搭配三价铬工艺(毒性降低 96%)。
镀金 / 银:需选择磁耦合驱动设备,防止镀液泄漏。
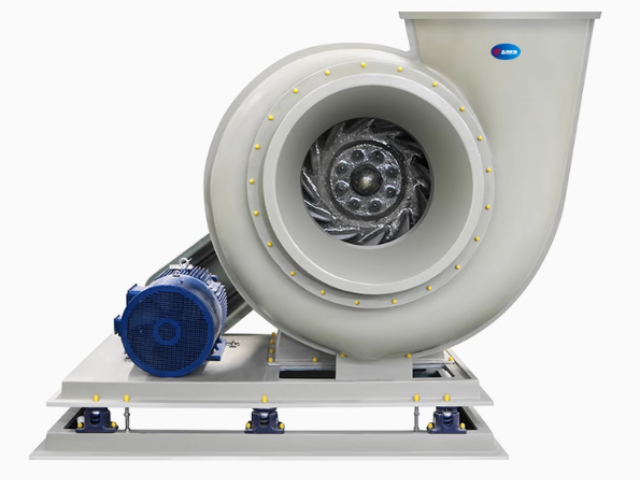
电镀废气处理抽风设备分类:
按工作原理及结构分类:
离心风机:风压高、风量较大,适用于需要克服较大阻力
轴流风机:具有风量大、风压低的特点。适合在对通风量需求大、阻力较小的环境
屋顶风机:安装于电镀车间屋顶,可直接将车间内废气排至室外。其优点是不占室内空间,安装简便
防爆风机:针对电镀废气含易燃易爆气体(如有机溶剂挥发气)的情况设计,采用特殊防爆结构与材料,防止运行中产生电火花引发炸掉,保障生产安全
按材质及防腐特性分类
玻璃钢风机:处理电镀过程中产生的强腐蚀性酸碱废气,且质量较轻、强度较高、使用寿命长
不锈钢风机:用于对耐腐蚀有一定要求且废气中颗粒物磨损性较强的电镀废气抽取
防腐涂层或特殊防腐工艺处理的普通金属风机:抽风设备搭配集气罩、通风管道等部件,组成完整的抽风系统,将电镀废气高效收集并输送至后续处理设备,如酸雾净化塔、活性炭吸附装置等。
电镀废气处理抽风设备的组成:
自动线线外连接抽风系统
PP抽风管连接,抽风连接口采用方形变通连接室外抽风系统
可根据不同种类废气和不同排放量以及现场情形适当设计制,并负责安装调试,抽风效果好
适用于氧化、电镀、涂装、印刷等行业多种碱性、有毒气体抽排(退挂、除锈等)
检测设备的涡流测厚仪非接触式快速测量镀层厚度,实时反馈数据至 PLC 系统自动调整参数。

被动元器件与电镀设备的应用案例:
案例1:MLCC端电极电镀
流程:陶瓷烧结→端面研磨→溅射镍层→电镀铜/锡层→激光切割分粒。
设备:溅射镀膜机+滚镀线,确保端电极导电性与焊接性。
案例2:薄膜电阻调阻后电镀
流程:氧化铝基板→溅射镍铬电阻膜→激光调阻→电镀镍/锡保护层。
作用:电镀层防止调阻后的敏感膜层氧化,并提升端面焊接性能。
案例3:功率电感引脚镀锡
流程:磁芯绕线→引脚焊接→电镀纯锡→热风整平。
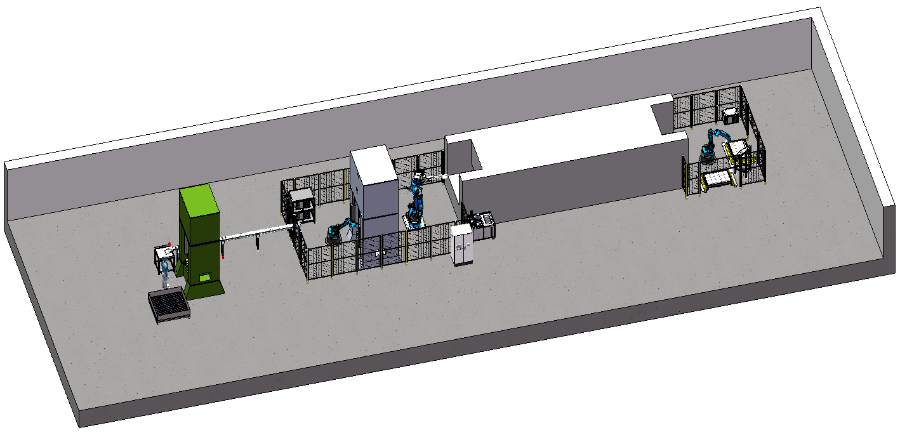
目标:降低接触电阻,适应大电流场景。 自动化电镀线的机器人上下料系统,通过视觉识别定位工件,实现高精度无人化操作。江苏电镀设备生产过程
工件篮设备用于篮镀工艺,网孔大小根据工件尺寸定制,兼顾电解液流通性与防止小件掉落。脉冲电镀设备生产过程
滚镀机的工作原理
将小工件装入带孔的滚筒(聚氯乙烯或不锈钢材质),滚筒浸入电解液后缓慢旋转(5~15 转 / 分钟),通过滚筒壁的孔洞使电解液流通,同时工件在滚筒内翻滚,确保镀层均匀附着。
优势:
高效率:单次可处理数千件小工件,产能远超挂镀(适合单件或少量)。
低成本:减少人工挂卸成本,滚筒导电杆统一通电,能耗相对较低。
均匀性:工件在滚筒内动态接触电解液,避免屏蔽效应(挂镀中工件相互遮挡导致镀层不均)。
与生产线其他环节的配合
前处理:需先通过除油、酸洗去除工件表面油污和氧化皮,否则影响镀层结合力(滚镀机不具备前处理功能,依赖生产线前段设备)。
后处理:滚镀完成后,工件随滚筒吊出,进入水洗槽、钝化槽或封闭槽(如镀锌后的蓝白钝化),终干燥(生产线后段设备完成)。
自动化控制:滚镀机的转速、电镀时间、电流电压等参数由生产线 PLC 系统统一控制,与传输装置(如行车)联动,实现 “上料→前处理→滚镀→后处理→下料” 全流程自动化。 脉冲电镀设备生产过程
文章来源地址: http://jxjxysb.aqfhjgsb.chanpin818.com/qtxyzysb/deta_27724708.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。