[VIP第1年] 指数:3
[VIP第1年] 指数:3
“工厂化养殖的降本增效受到多方面因素影响。”杨涛表示,首要任务是降低设备成本,养殖户都希望设备企业的智能化高,设备质量好,性价比高。其次是养殖效益,养殖企业的经营和磨合也是一个重要因素,在磨合过程中,如何正确使用设备,减少机器折旧也是一个关键点。杨涛表示,工厂化养虾是未来主流趋势,但在技术层面,工厂化循环水养殖面临着诸多挑战。首先,系统运营成本较高,全程循环水的运营需要消耗大量的能源。其次,设备企业与养殖企业之间的磨合也是一大难题。如何根据养殖过程调整设备的使用量、水泵的频率等参数,需要双方长时间的合作与探索。 养殖业与餐饮业深度融合,提高产业链整体效益。上海循环水工厂化水产养殖方案

那又是怎么做到的呢?跟传统池塘养鱼相比,工厂化循环水养殖车间的优势,主要有三点:1.对水温的精确控制:一般来说,工厂化养殖的温度都在15到30度之间;2.对溶氧的充足供给:循环水养殖池,水体溶氧都控制在5mg/l以上;3.对水质的人为调控:诸如对水体PH值、硬度、氨氮、亚硝酸盐和硫化氢等,都调节在合理范围内,使得水体环境满足鱼类生长的需求!一般池塘养鱼所用的水,说是一汪“死水”也不为过!然而,循环水系统里的水,却始终处于“活水”状态!一边是池水不断旋转、流动;一边是废水不断排出,净化后的新鲜活水不断排入!上海循环水工厂化水产养殖方案工厂化养殖要关注养殖水域的生态保护,实现绿色发展。

水产工厂化养殖的未来发展,尽管水产工厂化养殖具有诸多优势,但是也存在一定的挑战。1. 技术门槛高。实行水产工厂化养殖需要具备先进的水产科技管理技术,这对于企业的技术实力、人才储备提出了更高的要求。2. 成本压力大。与传统养殖方式相比,水产工厂化养殖所需建设的设施与设备更为复杂,投资成本也更高。3. 污染排放问题。全封闭式养殖池对于污染物的处理需要更高的技术要求,否则容易造成水环境污染。针对以上问题,未来的水产工厂化养殖将需要不断加强技术研发、加强环境保护、降低养殖成本等方面的努力。
工厂化水产养殖问题及改进措施,水资源问题,目前国内大部分水产养殖企业采用的都是流水养殖,不仅需要消耗大量的地下水资源,而且养殖废水中大多含有氨氮、亚硝酸盐、有机污染物、有机磷以及一些饲料、药品残留物等污染物质。由于养殖废水大部分未经过处理就排放到沟渠里,不仅导致水资源的过度消耗,同时也造成了水资源大面积的污染。因此,养殖水处理特别是养殖尾水处理问题成为了目前工厂化循环水养殖需解决的关键问题。近些年来生物絮凝技术、物理过滤技术、微生物技术等已应用于水处理技术上,将养殖水体中的氨氮转化成低毒的硝酸氮,甚至大幅度降低亚硝酸盐和氨氮的含量,尽量减少对养殖鱼体的影响,使养殖水体可进行循环利用。因此需要进一步开展循环水处理设备及技术研究,实现水产养殖废水资源化再利用,彻底达到全封闭工厂化水产养殖“零排放”。工厂化养殖要关注环境保护,实现产业发展与生态保护的共赢。

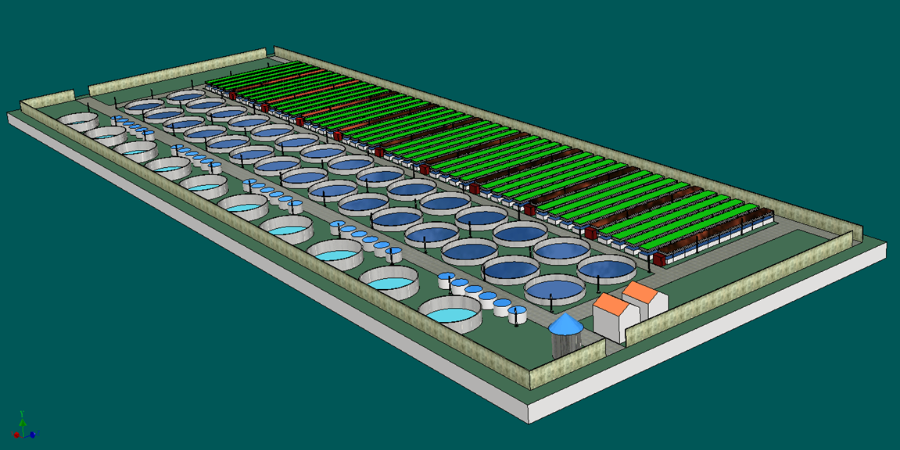
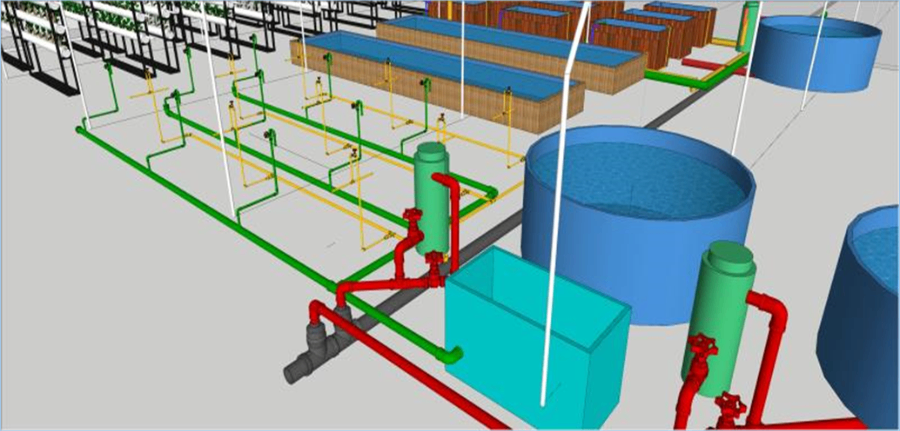
对于采用工厂化循环水养殖模式的渔场来说,光这些还不够。打破“靠水吃水”,就要通过科技手段构建养殖品种所需要的水体环境,同时因为密度高,对水体要求便会更高。所以,水处理区是工厂化循环水养殖主要区域之一。水处理区通常又分为水处理区、储水区、沉淀区。在工厂化循环水养殖系统中,水质和饲料的精确控制是确保鱼类健康生长和产品质量的重要手段。通过自动化和智能化设备,养殖者可以实时监测和调整水质参数,如pH值、溶氧量和温度,确保较佳的生长环境。同时,合理的饲料配方和投喂策略能够优化鱼类的营养吸收,促进健康生长。结果是,养殖的产品不仅在外观上更加吸引人,而且在营养价值和口感上也有更好的表现,满足了消费者对品质水产品的需求。分阶段养殖技术,有助于提高养殖成活率。上海循环水工厂化水产养殖方案
工厂化养殖要关注节能减排,降低生产过程中的碳排放。上海循环水工厂化水产养殖方案
设置水流量0.5循环/小时,进水口初速度为0.2m/s。八角池中水流速度为0.07m/s,而圆形池为0.12m/s;八角池内部水流的流场小涡流较多,方向无序,圆形池中的小涡流较少,对比池内水流速度,八角池的集污能力比圆形池低41%。以八角池流量0.5循环/小时为基准,此时进水口的流速为0.2m/s,当圆形池的进水口流速为0.13m/s时,内部流场速度云图的分布与八角形相似,通过观察圆形池和八角池的水流分布,在集污效果相仿的情况下,圆形池与八角池相比,能够节省大约35%的进水流速。上海循环水工厂化水产养殖方案
文章来源地址: http://jxjxysb.aqfhjgsb.chanpin818.com/nyj/qtnyj/deta_27141586.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。