[VIP第1年] 指数:3
[VIP第1年] 指数:3
将来钣金加工制作将开展将遵循低碳、环保、节能、节材的描绘和出产理念,向精细、高效、专业化、规模化、国际化方向开展,中国公司负重致远,往后将从六方面转型开展。作为世界加工制造中心,中国吸引了大批的国外资本投资,基本上装配制造业都要用到钣金产品。目前,一般的钣金厂采用的是国产设备,设备嫁动率不高,效率低,加工也存在技术的瓶颈。一般钣金企业在人员少于100人以下的规模,在这个行业中。钣金厂家竞争方面还不是很激烈,利润空间还相当可观,小规模钣金厂主要限制在技术和加工设备上,加工技术落后,设备陈旧,加工精度低,加工产品单一等。钣金产品加工越来越细化,一般可以分为粗钣金加工和精密钣金加工,粗钣金加工包括:机械设备,机器外壳,机柜机箱,垃圾桶等;精密钣金加工包括:电脑机箱,精密零部件,网络产品,表面要求很严的产品等。目前,我国设备投资的2/3依赖进口,其中光纤制造设备的100%。钣金行业是与我们生活密切相关的行业,虽然相对于金属加工来说只占20%~30%的比重,但是几乎所有的制造行业中都会涉及到钣金加工,比如:电力行业,机床机器行业,食品机械,纺织,电器,仪表,设备,电力,网络,环卫,橱卫,办公等等。机柜加工选常州博奥电器设备有限公司。常州数冲加工厂家

钣金加工厂家一般在进行钣金机箱、钣金机柜加工时都会有一些注意事项,如果您不是从事这一行业的可能并不知道,所以下面小编为您介绍一个钣金加工厂家在加工时的五个注意点。一、尽可能采用标准化、规格化的零部件和尺寸系列,便于加工时选用通用工装,尽量减少非标准零部件的数量并使其结构简单。二、在满足电子设备使用要求的前提下,尽量使结构简单,组成的零部件越少越好。三、型材件(构件)在满足强度、刚度和外形美观的前提下,力求截面形状简单,减少加工工序。四、应考虑到装配和走线的方便。五、电弧焊和气焊的零部件,焊前不应进行表面涂覆。常州CNC加工厂家想要咨询激光加工服务 ,就选常州市博奥电器设备有限公司,有想法的可以来电咨询!

数控加工刀具的选择标准:刀具的选择是数控加工工艺中的重要内容之一,不仅影响机床的加工效率,而且直接影响零件的加工质量。对数控刀具总的要求是安装调整方便、刚性好、精度高、耐用度好,在此基础上综合考虑工件材料的切削性能,机床的加工能力,数控加工工序的类型,切削用量以及与机床和数控装置工作范围有关的诸多因素。由于数控机床具有加工精度高、加工效率高、加工工序集中和零件装夹次数少的特点,对所使用的数控刀具提出了更高的要求。从刀具性能上讲,数控刀具应高于普通机床所使用的刀具。选择数控刀具时,首先要应优先选用标准刀具,必要时才可选用各种高效率的复合刀具及特殊的专属刀具。在选择标准数控刀具时,应结合实际情况,尽可能选用各种先进刀具,如可转位刀具、整体硬质合金刀具、陶瓷刀具等。
避免光纤激光切割机伤害的措施⑴必要的激光切割机防护设备,穿戴防止激光对人眼损伤的防护镜。在工作区内的其他人员不要直视切割时的激光。⑵操作人员要注意酌情多吃一些胡萝卜、豆芽、西红柿、瘦肉、动物肝等富含维生素AC和蛋白质的食物,经常喝些绿茶等,因为这些食物都能协助人类较好的维护眼睛,让人体能够在激光切割机辐射的条件下,较好的维护人体。⑶要有配套的除尘装置,尽量在空气通畅环境下操作,尽量戴口罩。⑷在布置切割现场时,把工作环境的场地和墙面漆成深色以减小辐射。⑸不要马上去触碰切割完成的零件,以免余温烫伤。激光切割是一种高能量、密度可控性好的无接触加工方式。激光束聚焦后形成具有高能量密度的光斑,应用于切割有许多特点。而激光切割主要有四种不同的切割方式,以便应对不同的情况。常州市博奥电器设备有限公司提供钣金加工服务 ,有想法的不要错过哦!

机箱机柜室通过钣金加工设备(激光切割机,数控冲床,折弯机)加工而成的箱柜在机柜机箱在折弯过程中应注意哪些事项:1,折弯件在弯曲变形区截面会产生变化,折弯半径和板厚之比越小,截面形状变化越大,2,折弯件成型会有回弹现象,折弯半径和板厚之比越大,回弹就越大3,更多注意半径加工,过大过小都会对机柜机箱造成一定的困扰和影响,不同半径的机柜机箱选择相对应的参数。看机箱机柜钢板厚度是否达标机箱机柜的钢板厚度是很重要的,选择时可以单手拎一下感觉一下分量,好的厂家会选用比较厚的钢板设计,钢板的厚度和EMI是成正比的。看机箱机柜的内部设计是否合理合理的内部设计,可以让设备的数据线更整齐,常州市博奥电器设备有限公司的加工服务 专业可靠,有想法不要错过!常州钣金设备加工生产厂家
想要了解专业的加工服务,找常州市博奥电器设备有限公司合作。常州数冲加工厂家
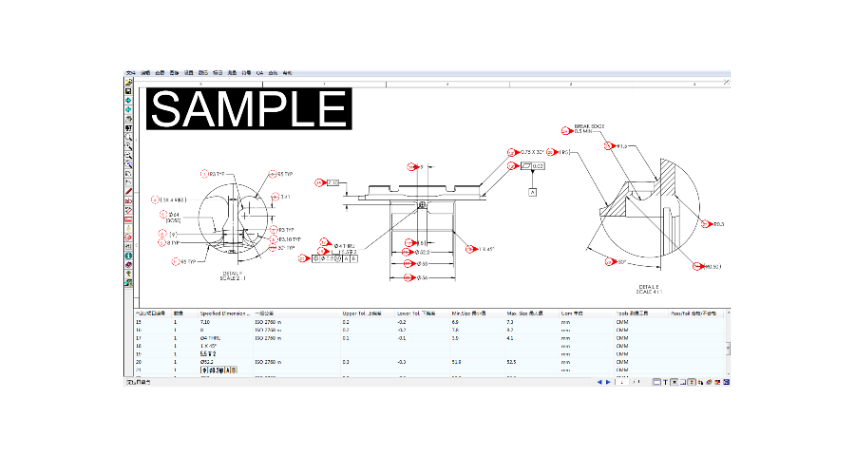
首先,我们了解一下钣金加工用数控设备的加工精度,如表1所示。从表中可以看出,GB/T1804-m或ISO2768mK对于激光或数冲下料件在线性尺寸的未注公差方面还基本适用(但尺寸分段并不适合钣金产品),但不适用于折弯或焊接后的钣金件尺寸检查。对于折弯工序之后还有喷涂和装配工序的钣金产品,套用上述两个标准是不科学的,一般焊接结构件的尺寸和形位公差可以参照GB/T19804-A或ISO13920-A来执行。一些厂家对钣金件的要求,特别是尺寸和外形验收标准,是依照ISO2768mK或GB/T1804-m执行的,所有线性尺寸极限偏差的取值如表2所示。在加工材料为SUS304、板厚为5mm的大部件时,在不考虑平面度和垂直度的前提下,只就一个长度尺寸559±,其精度就不容易保证,而在生产相同材料且板厚为8mm的小部件时。常州数冲加工厂家
文章来源地址: http://jxjxysb.aqfhjgsb.chanpin818.com/jwjjg/jjg/deta_27130112.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。