[VIP第1年] 指数:3
[VIP第1年] 指数:3
金刚笔修磨砂轮的过程细节:横向进给:在修整过程中,金刚笔要作均匀的低速进给移动。横向移动速度越慢,获得的砂轮表面粗糙度越低。例如,要达到,修整进给速度应低于50毫米/分。可以根据实际需要,通过磨床的进给机构精确控制金刚笔的横向进给速度。往复修整:按照设定的修整量和进给速度,对砂轮进行往复修整多次,直到砂轮表面达到所需的平整度和光洁度。在修整过程中,要注意观察砂轮表面的修整情况,及时调整金刚笔的位置和进给速度,确保修整均匀。检查与调整视觉检查:在修整过程中,定期停止砂轮转动,关闭电源,然后用肉眼观察砂轮表面的修整效果,检查是否有明显的高低不平、划痕或其他缺陷。如果发现问题,应及时分析原因并进行调整,如调整金刚笔的角度、位置或增加修整次数等。测量检查:可以使用专业的测量工具,如砂轮跳动仪、粗糙度测量仪等,对修整后的砂轮进行精确测量,以确保砂轮的尺寸精度、形状精度和表面粗糙度符合要求。如果测量结果不符合标准,需要继续进行修整,直到达到规定的精度指标。 人造金刚石制成的金刚笔,稳定性佳、成本较低,适用于大规模砂轮修整作业,满足常规磨削需求。上海金刚笔大概多少钱

金刚笔的制作种特殊工艺介绍化学气相沉积(CVD)原理:甲烷-氢气混合气体在800℃分解,金刚石涂层厚度0.5-1mm。应用:金刚石滚轮,如上海立锐的CVD金刚石滚轮,寿命较其他电镀型提升10倍。纳米涂层工艺:磁控溅射沉积类金刚石(DLC)涂层,厚度2-5μm,硬度20-30GPa。优势:摩擦系数降至0.1,适用于精密光学加工。案例:日本Disco的晶圆切割用金刚石刀轮。离子注入技术:钛离子(能量100keV,剂量1×10¹⁷ions/cm²)注入金刚石表面。性能:表面硬度提高30%,抗热震性增强。前沿:美国GE的航空航天用金刚石工具。上海进口磨床金刚笔市场报价避免金刚笔笔尖重击砂轮表面,应按规范倾斜一定角度开始修整操作。

金刚笔和金刚石滚轮修磨砂轮的差异:金刚笔:原子级切削的精密艺术工作原理:利用金刚石的单点接触(接触面积<²),通过机械刻划或旋转切削去除砂轮表面材料。自然尖角锋利度达原子级,单次装夹可通过旋转实现3-4个尖角复用。**参数:修整力:5-15N(单点接触应力可达50GPa)表面粗糙度:μm(光学玻璃加工可达μm)角度精度:±15"(依赖操作者经验)材料兼容性:树脂/陶瓷结合剂砂轮(金属结合剂需特殊处理)2.金刚石滚轮:工业级成型的几何**工作原理:通过多颗粒金刚石层(粒度36#-100#)与砂轮的线接触(接触长度5-20mm),利用机械挤压和磨削实现砂轮型面复制。**参数:修整力:100-500N(均布压力20-50MPa)表面粗糙度:μm(精修可达μm)角度精度:±2"(依赖数控系统)材料兼容性:陶瓷/CBN砂轮。
金刚笔的其他称呼金刚石笔**标准的学术名称,强调其材料属性(金刚石)与工具形态(笔状结构)。例如,《机械工程手册》中明确将其定义为"通过金刚石颗粒与砂轮表面摩擦实现修整的工具"。金刚石砂轮修整笔完整表述功能的全称,常见于技术文档。如某机床厂商的技术手册中规定:"金刚石砂轮修整笔的安装角度需保持8-15度倾斜"。砂轮笔行业内**普遍的简称,如《中国机床工具行业年鉴》数据显示,76%的从业者使用此称呼。金刚石修整器突出工具的修整功能,常用于精密加工领域。例如,某航空航天企业的工艺文件中要求:"每班次需使用金刚石修整器对CBN砂轮进行精度校准"。砂轮修整器泛化名称,涵盖所有类型的砂轮修整工具,但实际应用中常特指金刚笔。如某磨床操作指南中提到:"砂轮修整器的选择需考虑砂轮硬度与粒度"。金刚石砂轮刀强调其切削属性,多见于传统机械加工行业。如某轧辊加工企业的操作规程中说明:"金刚石砂轮刀的进给量应控制在"。 采用良好金刚石的金刚笔,耐磨性强,可减少频繁更换,降低修整成本,提高生产效率。

金刚笔修磨砂轮的时候出现失圆的原因有哪些:,建议建立金刚笔-设备”为一体的监测体系,金刚石颗粒磨损:单颗粒金刚笔若笔尖磨损量超过0.02mm(行业经验值),修整时会因接触面积不均导致砂轮表面轨迹偏移。某汽车齿轮厂实测显示,笔尖磨损后砂轮圆度误差从0.005mm增至0.023mm。安装角度偏差:链状金刚笔若未按15°夹角安装(垂直误差>3°),会导致金刚石颗粒受力不均。日本NSK轴承生产线因安装角度偏差,砂轮周向跳动量达0.03mm。固定松动:刀柄与磨床夹具配合间隙>0.01mm时,修整过程中金刚笔会产生径向位移。德国德玛吉五轴磨床案例显示,刀柄松动导致砂轮端面平面度下降50%。可返修的金刚笔,通过特殊结构设计,降低使用成本,提高性价比。上海进口磨床金刚笔销售公司
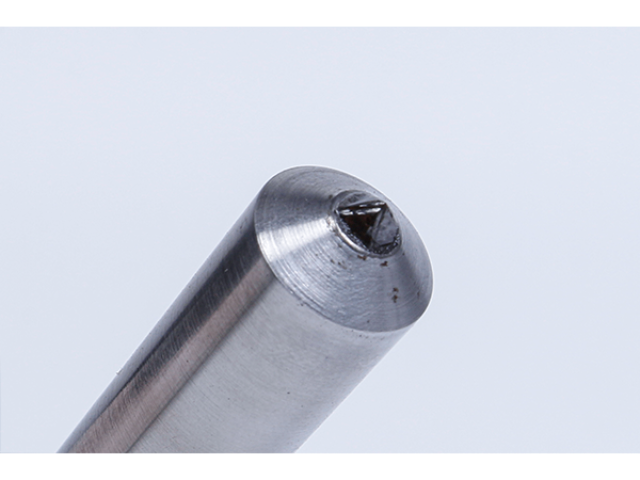
金刚笔的金刚石颗粒形状,影响其与砂轮的接触面积,进而决定修整效率与精度。上海金刚笔大概多少钱
金刚笔修磨砂轮后工件出现波浪纹或走刀纹的原因如下,需结合磨削工艺链进行多维度分析:一、**致因分析砂轮修整工艺偏差笔尖进给速度不匹配:精修阶段采用>,导致砂轮表面残留峰谷高度>30μm(标准应<10μm)修整轨迹重叠率不足:相邻两次修整路径间距>,造成砂轮表面形成周期性沟槽(频率与工件转速耦合时易产生共振纹)机床-砂轮系统振动砂轮动平衡超标:不平衡量>10g・cm时,在30m/s线速度下产生15μm以上振动幅值主轴轴承间隙过大:径向跳动>,导致砂轮与工件接触点周期性变化磨削参数失配工件转速与砂轮转速比不当:如采用v_w/v_s=1/80时,易引发自激振动(临界比值为1/60-1/100)磨削深度过大:>,磨削力波动幅度增加40%以上。 上海金刚笔大概多少钱
上海立锐钻石刀具有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在上海市等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,上海立锐钻石供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
文章来源地址: http://jxjxysb.aqfhjgsb.chanpin818.com/jichuang/mochuang/deta_27611709.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。