[VIP第1年] 指数:3
[VIP第1年] 指数:3
飞秒激光在生物组织工程领域具有潜在的应用价值。在构建组织工程支架时,需要精确控制支架的三维结构和孔隙率,以促进细胞的生长和组织的修复。飞秒激光能够利用其三维加工能力,在生物可降解材料上制造出复杂的三维结构,满足组织工程支架的设计要求。通过飞秒激光加工制作的组织工程支架,有望提高组织修复的效果,为生物组织工程的发展提供新的技术支持。皮秒激光在金属表面微纳织构化方面具有独特的技术优势。通过皮秒激光的精确加工,可以在金属表面构建出具有特定功能的微纳织构,如微纳坑阵列、微纳脊结构等。这些微纳织构能够***改变金属表面的摩擦学性能、润湿性和耐腐蚀性等。在汽车发动机的活塞表面进行微纳织构化处理,可降低活塞与气缸壁之间的摩擦系数,提高发动机的效率和可靠性,为金属材料的表面性能优化提供了新的途径。传感器电极芯片激光切割机 PET/PI膜外形切割皮秒紫外应用。天津半导体硅片超快激光皮秒飞秒激光加工激光切膜
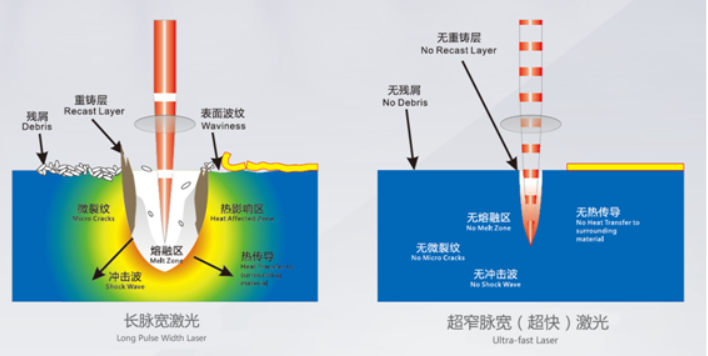
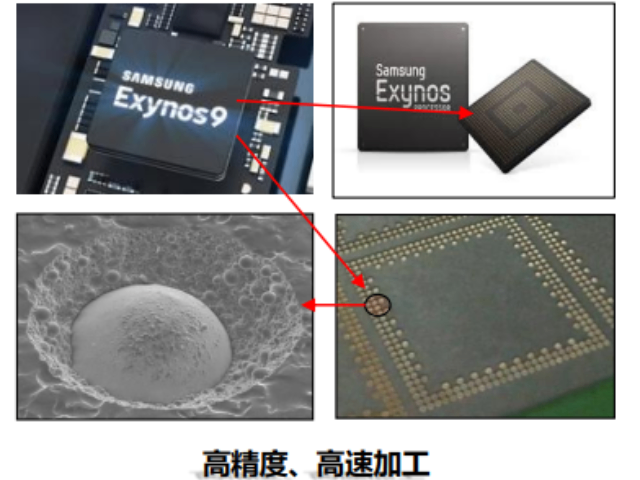
热影响区小是皮秒飞秒激光加工的***特点。在传统激光加工中,较长的脉冲持续时间会使热量有足够时间向周围材料扩散,导致较大范围的热影响区,可能引起材料性能改变。而皮秒飞秒激光脉冲宽度极短,在材料还未来得及将热量传导出去时,加工过程就已完成。如在加工光学晶体时,皮秒飞秒激光加工能有效避免因热影响导致的晶体光学性能下降,确保光学元件的高质量生产。皮秒飞秒激光在微纳加工领域表现***。在制造微纳结构的电子器件时,皮秒激光能够精确控制加工尺寸和形状。通过精心设计激光参数,如脉冲能量、重复频率等,可以在材料表面制造出纳米级别的图案和结构。例如,在半导体芯片制造中,利用皮秒激光加工技术制作纳米级的电路图案,有助于提高芯片的集成度和运算速度,推动电子技术不断向更高性能发展。南京0.2以下厚度碳纤维板超快激光皮秒飞秒激光加工薄膜切割打孔皮秒飞秒超薄金属激光切割打孔不锈钢片精密打孔微小孔加工精度高。
秒激光加工对材料的选择性很强。不同的材料对飞秒激光的吸收和响应特性不同,通过调整激光参数,可以实现对特定材料的精确加工,而对其他材料影响极小。在复合材料加工中,飞秒激光能够有针对性地去除其中的某一种成分,而保留其他部分的完整性,为复合材料的加工和改性提供了一种精细的手段,拓展了复合材料在各种领域的应用。皮秒飞秒激光加工过程中的等离子体效应不容忽视。当激光能量足够高时,材料被电离形成等离子体。等离子体在材料加工中起到重要作用,它可以增强激光与材料的相互作用,促进材料的去除和改性。在飞秒激光打孔过程中,等离子体的存在有助于提高打孔的速度和质量,同时也会影响孔壁的微观结构和表面质量,深入研究等离子体效应对于优化皮秒飞秒激光加工工艺具有重要意义。
半导体材料的微纳结构对于半导体器件的性能提升具有关键作用,飞秒激光加工技术在这一领域展现出巨大潜力。飞秒激光的超短脉冲特性使其能够在半导体材料表面或内部精确诱导微纳结构的形成。例如在硅基半导体材料上,通过飞秒激光的照射,可以实现纳米级的表面起伏结构制作,这种结构能够有效改善半导体器件的光吸收和光发射性能。飞秒激光还可以在半导体材料内部制作三维微纳结构,用于制造新型的光电器件,如光波导、微腔激光器等。飞秒激光加工过程对半导体材料的损伤极小,能够保持材料的电学和光学性能,为半导体技术的创新发展提供了有力的技术手段 。PET膜 PDMS微流控 PEEK膜飞秒皮秒激光划槽切割打孔加工。
加工原理皮秒和飞秒激光具有极短脉冲宽度,能在瞬间将能量高度集中于薄陶瓷微小区域,使材料在极短时间内吸收能量,发生气化、等离子体化等过程,实现材料去除,完成切割、打孔、开槽操作。这种超短脉冲作用极大减少了对周围材料的热影响区域。切割加工在薄陶瓷切割中,激光束**聚焦于陶瓷表面,沿着预设路径扫描。凭借高能量密度,可快速切断陶瓷,切缝狭窄且整齐,边缘质量高,无明显崩边、裂纹等缺陷。能满足各种复杂形状切割需求,无论是精细图案还是异形轮廓都能精确完成。打孔加工对于打孔,聚焦的激光束垂直作用于薄陶瓷表面,瞬间能量释放使材料逐层去除,形成高精度小孔。孔径可精细控制,从微米级到毫米级均可实现,孔壁光滑,圆度好,适用于需要微孔的应用场景。开槽加工开槽时,激光以特定功率和扫描速度在陶瓷表面往复扫描,开出宽度均匀、深度可控的槽。槽壁平整度高,能满足电子封装、微流控芯片等对开槽精度要求高的领域,确保与其他部件的精确配合。薄陶瓷皮秒飞秒激光加工技术以其独特优势,在现代制造业中为薄陶瓷加工提供了解决方案,助力相关产业提升产品性能与质量。实验室超快激光表面织构 飞秒激光微结构 皮秒微纳表面加工。天津半导体硅片超快激光皮秒飞秒激光加工激光切膜
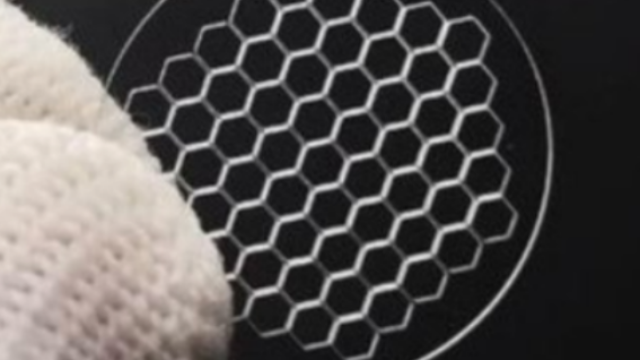
超薄不锈钢多孔板皮秒激光加工黄铜微孔网板冲孔筛板飞秒非标定制。天津半导体硅片超快激光皮秒飞秒激光加工激光切膜
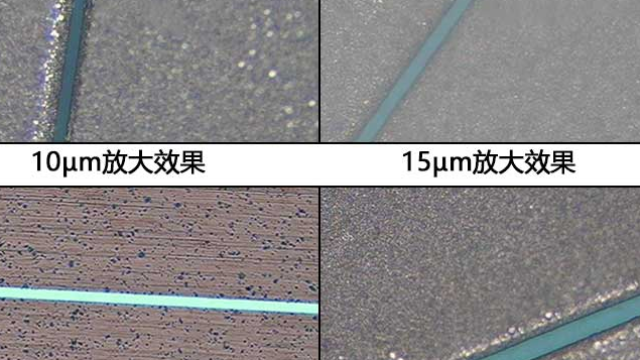
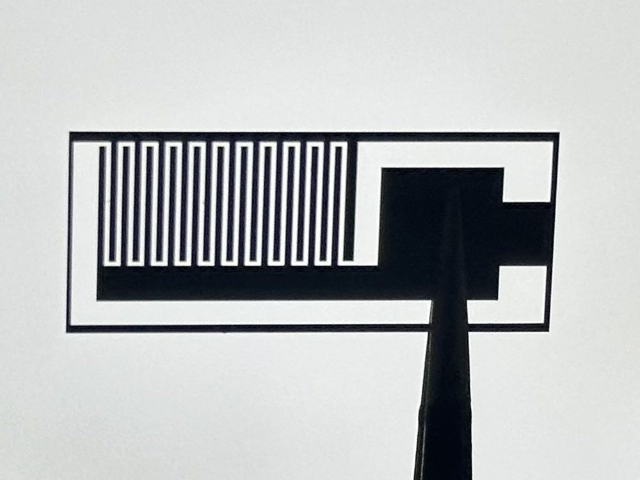
飞秒激光在切割薄膜时能体现出较高的精度。例如,在加工碳纳米管薄膜微孔时,分析了激光参数对材料加工结果的影响规律。结果表明,波长为515nm的飞秒激光更适合用于碳纳米管薄膜的切割,在推荐的工艺参数下可获得良好的切割质量3。在对Tedlar复合材料-铝薄膜(厚度为2μm)进行表面飞秒激光刻蚀时,当激光输出功率为4.0W、光斑直径为40μm和扫描速率为500mm/s的工艺条件下,铝膜图形激光刻蚀后尺寸精度及相对位置精度均优于10μm,满足技术要求。并且研究发现,单位时间内极多数量飞秒激光脉冲的积累作用,使得铝膜表面的作用区域温度在极短时间内快速升高并超过铝的熔点和气化温度,表面铝膜**终被刻蚀去除。但当激光功率增大到5.5W时,界面处温度达到了513.19K,超过了基底Tedlar材料的最高使用温度,并在基底材料表面烧蚀产生点坑;当扫描速度从350mm/s增大至600mm/s时,出现的间断点尺寸从1.2μm增大到2.7μm,造成激光刻蚀加工尺寸误差高于10μm11。天津半导体硅片超快激光皮秒飞秒激光加工激光切膜
文章来源地址: http://jxjxysb.aqfhjgsb.chanpin818.com/dhqgsbzf/jgqgj/deta_27673089.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。